
Manufacturing resource planning is all about resource planning and management.
An MRP system identifies needed materials, estimates quantities required, calculates when materials will be required to meet production schedules, and manages delivery timing. MRP is essential software for most businesses that run efficiently, and this is why it is widely used by manufacturers, restaurants, consumer products firms and even professional service organizations.
MRP was originally developed in the 1960s, and it quickly became the killer app of the day. Businesses raced to adopt the early versions of MRP because it significantly streamlined manufacturing production, helped firms offer a wider variety of products, and shaved costs by more accurately estimating materials needs.
Today’s more advanced and sophisticated versions of MRP are even more critical for business, because they help firms meet evolving customer needs, precisely control inventory levels, and manage global supply chains. When market demands change, MRP helps businesses stay efficient and evolve with these changes. Learn more about manufacturing erp.
Why Small to Mid-sized Businesses Need Manufacturing Resource Planning
Businesses that juggle materials, whether for manufacturing or directly for sale to customers, conduct some form of materials planning out of necessity. MRP streamlines and strengthens that natural process of resource planning and management through automation, tracking, and complex calculations.
When there is a low sales volume and only a few products or components, this materials planning can be done with spreadsheets. But as materials management grows in complexity, MRP becomes essential. With higher complexity, automated calculations and sophisticated forecasting are needed to manage production and finished good inventory. MRP helps with this planning, and the scheduling of equipment and skilled personnel. It also keeps inventory lean, and reduces waste and ship times.
MRP capabilities benefit more than just traditional manufacturing operations, too. MRP also is used for managing staffing at professional services organization, and for service providers that must assemble packages of documentation, consumables or other physical items they provide to customers. It is used for warehouses that package products or assemble items into kits for resale as a single unit. It is employed by building management and hospitals for managing supplies and equipment based on forecasts. MRP also is leveraged by restaurants for managing ingredients and inventory replenishment.
Learn more about sap erp production planning.
How Manufacturing Resource Planning Works in Practice
MRP software today functions as an end-to-end system that encompasses an entire business and all its material resources, both inputs and outputs. It continuously tracks all activity and material resources for ongoing planning and scheduling to keep everything in balance.
There are three basic steps in the MRP process for a typical SME manufacturing operation.
1. Define What Needs to be Produced
A product structure is developed by the product creation or engineering team on exactly what goes into each unit. This hierarchical model defines the bill of materials (BOM), which describes the order in which the material will be required, what resources are dependent on other resources, and how many of each will be required.
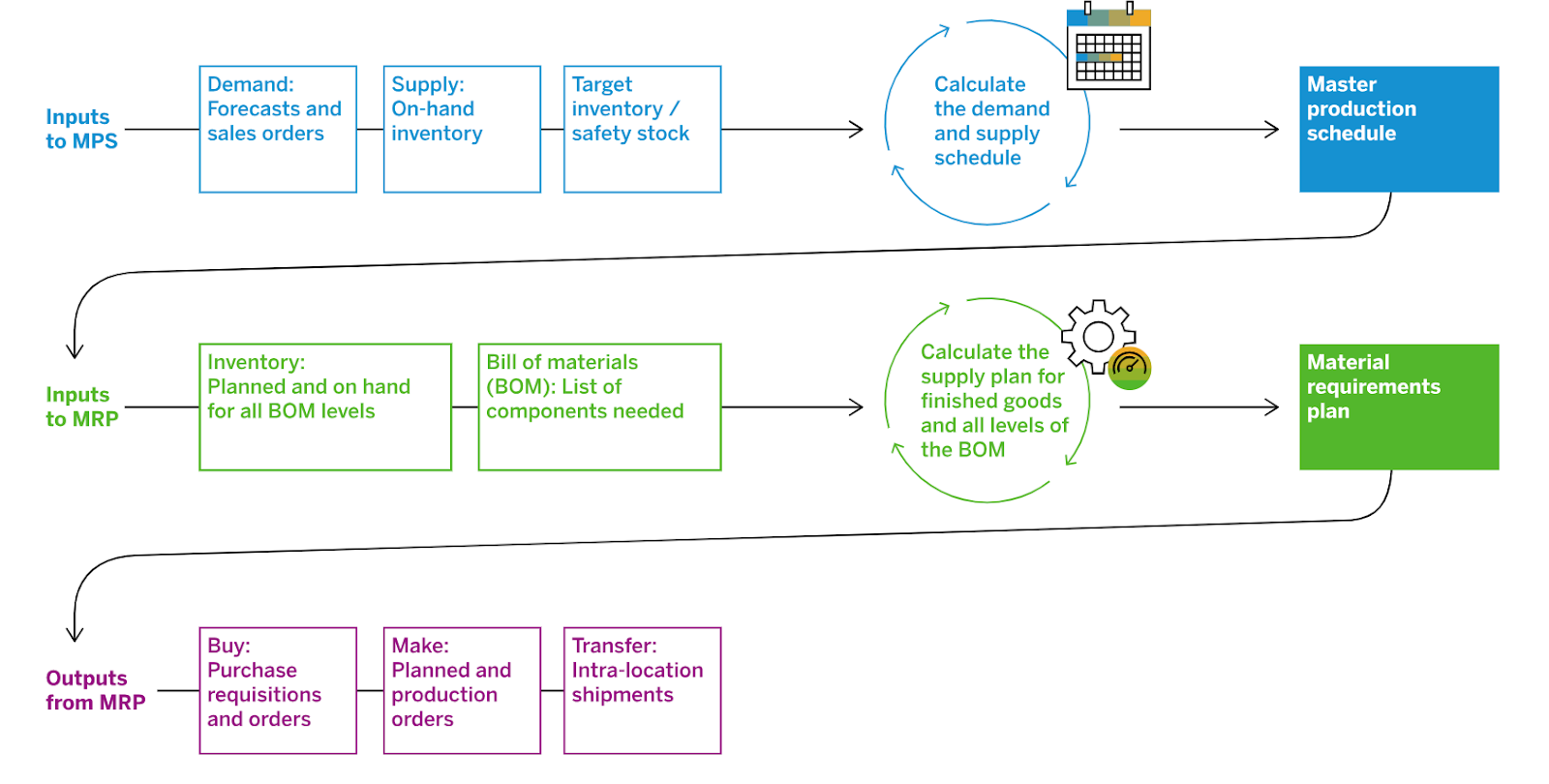
2. Calculate the Demand and Scheduling
An MRP system then calculates the required quantity and date for final products needed to meet demand. This demand calculation is developed based on sales orders and forecasts minus the expected on-hand inventory. With build-to-order manufacturing, this demand will mostly come from sales orders. But with made-to-stock companies, it will be a mix between orders and forecasting on future demand.
This information will feed into a master production schedule (MPS) that defines what ultimately will be produced given capacity, inventory and profitability.
3. Determine Supply
Combining the BOM and the MPS, the MRP software will then calculate the assemblies, components, and materials that must be produced or purchased over the planning period to meet the needs of the business. The MRP also will check the needed quantities against available inventory (known as “netting”), to identify any net shortages. With predefined parameters such as lot sizing, the MRP will then calculate the proper make or buy quantity of each item.
Finally, the MRP will determine the proper start dates for acquisitions by using either the purchase or production lead time, and it will send this to the purchasing or production control department.
Innovations That Are Changing Manufacturing Resource Planning
Although MRP has been in use for decades, the software is evolving in parallel with other technological innovations and market needs. Today’s MRP solutions are dramatically more advanced and sophisticated than what was in use even 15 years ago.
Chief among the changes in MRP is the use of artificial intelligence (AI) within the system for advanced planning of processes to enable better scheduling. Machine learning within MRP can now continually monitor conditions and business activity for real-time adjustments and more precise modeling.
Modern MRP also taps into the Industrial Internet of things (IIoT), known as Industry 4.0, for resource planning. The inexpensive, smart, connected sensors and devices that are a part of Industry 4.0 connect every material resource in a company’s supply chain and gives MRP solutions today vastly more data for resource planning and management. To accommodate this extra data, MRP has gotten more sophisticated at handling large, diverse data sets.
MRP also now is more widely accessible to smaller businesses and firms that are not principally centered around manufacturing because cloud-based MRP has driven down the cost and complexity of rolling out an MRP solution. Any business with revenue of at least $1 million can now take advantage of MRP, and this is part of why firms outside the manufacturing sector also rely on MRP for efficient resource utilization and planning.
ERP is the Foundation of Manufacturing Resource Planning
For accurate material requirements planning, modern MRP software needs a complete picture of a business. This is why MRP is a component of the end-to-end business software that runs most SMEs and large enterprises today, an enterprise resource planning solution (ERP). MRP is component within ERP.
Learn more about what ERP can do for your business, and the solutions such as SAP S/4HANA Cloud Public Edition that enable these modern MRP processes.






